

Stretch Film for Pallet Wrapping
February 1, 2026What Is Multilayer Bubble Film?
Multilayer bubble film refers to bubble packaging material manufactured using multiple layers of polyethylene (PE), rather than a basic single-layer structure.
Each layer is engineered to enhance specific properties such as:
Mechanical strength
Tear resistance
Flexibility
Puncture resistance
Structural stability
The result is a bubble film with significantly improved performance.

Why Layered Structure Matters in Bubble Film
Bubble film is a protective packaging material, not just a wrapping sheet.
Its primary functions include:
✔ Shock absorption
✔ Surface protection
✔ Impact resistance
✔ Transportation safety
A conventional bubble wrap may perform adequately for light use, but multilayer structures offer superior protection, especially in industrial and heavy-duty applications.
Single-Layer vs Multilayer Bubble Film
| Feature | Conventional Bubble Wrap | Multilayer Bubble Film |
|---|---|---|
| Durability | Moderate | High |
| Tear Resistance | Limited | Excellent |
| Puncture Resistance | Basic | Advanced |
| Impact Protection | Standard | Enhanced |
| Industrial Performance | Average | Professional Grade |
Multilayer Technology (3, 5, and 7 Layers)
3-Layer Bubble Film
The standard structure:
Surface Layer
Bubble Layer
Base Layer
Suitable for general packaging and light protection.
5-Layer Bubble Film
Improved mechanical behavior:
✔ Better tear resistance
✔ Increased strength
✔ More stable bubble structure
Used in semi-industrial applications.
7-Layer Bubble Film (Advanced Structure)
This is where bubble film becomes a fully engineered protective system.
Key advantages:
✔ Superior impact resistance
✔ Exceptional puncture resistance
✔ Higher structural integrity
✔ Extended service life
✔ Reduced packaging failures
Ideal for:
Electronics
Fragile goods
Industrial components
Export packaging
Heavy-duty protection
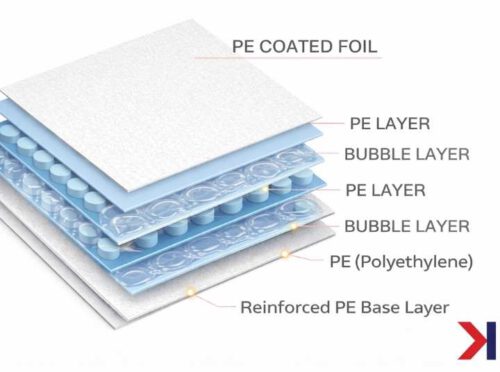
Function of Each Layer
In multilayer bubble film, each layer serves a specific role:
Outer Protective Layer → Surface durability
Structural Layer → Mechanical strength
Elastic Layer → Flexibility & adaptability
Bubble Core → Shock absorption
Stabilizing Layer → Dimensional stability
This design makes the material stronger without simply increasing thickness.
Economic Benefits of Multilayer Bubble Film
While multilayer films may appear more advanced, they often provide better cost efficiency:
✔ Reduced material waste
✔ Lower damage rates
✔ Fewer packaging failures
✔ Improved load stability
✔ Better protection per micron
For industrial users, this translates directly into operational savings.
Applications in Industrial Packaging
Multilayer bubble film is widely used in:
Protective packaging
Transport safety
Fragile product wrapping
Heavy-duty logistics
Export shipments
Especially where reliability is critical.
Conclusion
Multilayer bubble film represents a major advancement in protective packaging technology.
Compared to conventional bubble wrap, it offers:
✅ Higher durability
✅ Better mechanical performance
✅ Enhanced protection
✅ Greater industrial reliability
For professional packaging environments, layered structures are no longer optional — they are a necessity.
For more information, feel free to contact us.